










Whitepaper Grundlagen Einpresstechnik
DIE EINPRESSZONE ALS ROBUSTE ALTERNATIVE ZUR LÖTTECHNIK
EINLEITUNG
Die Einpresstechnik hat sich seit ihrer Einführung in der Telekommunikation zu einer etablierten Schlüsseltechnologie in der Automobil- und Industrieelektronik entwickelt. Angesichts aktueller Trends wie Elektrifizierung, autonomem Fahren und Industrie 4.0 steigen die Anforderungen an zuverlässige und langlebige Verbindungssysteme stetig.
Insbesondere in rauen Einsatzumgebungen mit Vibration, Temperaturwechseln, Feuchtigkeit und mechanischer Belastung überzeugt die Einpresstechnik durch hohe Prozesssicherheit und Langzeitstabilität. Trotz unterschiedlicher Einpresszonendesigns verfolgen alle Lösungen dasselbe Ziel: eine dauerhaft mechanisch feste und elektrisch zuverlässige Verbindung zwischen Leiterplatte und Kontakt.
Dies wird erreicht, indem die Einpresszone größer als die Leiterplattenbohrung ausgelegt ist und mit definierter Kraft eingepresst wird. So entsteht eine gasdichte, elektrisch stabile und mechanisch belastbare Verbindung mit konstant niedrigem Kontaktwiderstand.
Insbesondere in rauen Einsatzumgebungen mit Vibration, Temperaturwechseln, Feuchtigkeit und mechanischer Belastung überzeugt die Einpresstechnik durch hohe Prozesssicherheit und Langzeitstabilität. Trotz unterschiedlicher Einpresszonendesigns verfolgen alle Lösungen dasselbe Ziel: eine dauerhaft mechanisch feste und elektrisch zuverlässige Verbindung zwischen Leiterplatte und Kontakt.
Dies wird erreicht, indem die Einpresszone größer als die Leiterplattenbohrung ausgelegt ist und mit definierter Kraft eingepresst wird. So entsteht eine gasdichte, elektrisch stabile und mechanisch belastbare Verbindung mit konstant niedrigem Kontaktwiderstand.
GRUNDLAGEN
Bei der Einpresstechnik wird durch das Einpressen eines Steckverbinderstiftes (Pin) in ein durchkontaktiertes Leiterplattenloch eine elektrische Verbindung zwischen Steckverbinder und Leiterplatte hergestellt.
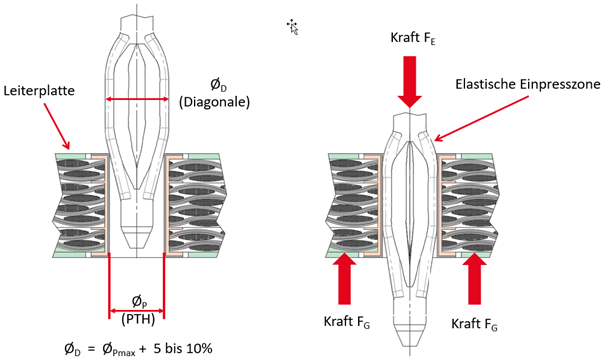
Die Einpresstechnik beruht auf einem einfachen Prinzip:
Die Einpresszone eines Kontaktstiftes weist im Querschnitt eine größere Diagonale als das metallisierte Leiterplattenloch auf. Die beim Einpressen entstehende Verformung wird durch die flexible Zone am Kontaktstift aufgenommen, sodass die Leiterplattenhülse nur geringfügig verformt wird.Dabei entsteht zwischen Kontaktstift und metallisiertem Leiterplattenloch eine Kaltverschweißung: eine gasdichte, korrosionssichere, niederohmige und elektrisch hochleitfähige Verbindung. Diese bleibt auch bei hohen mechanischen und thermischen Belastungen – wie Vibration, Biegung und starken Temperaturwechseln – dauerhaft stabil.
Wir empfehlen beim Einpressvorgang eine prozessbegleitende Überwachung. Kraft-Weg-Analysen sowie kamerabasierte Systeme ermöglichen eine zuverlässige Beurteilung der Verbindungsqualität.
Neben der bewährten Einpresstechnik mit unserer Einpresszone Tcom press® bietet ept auch weitere Anschlusstechnologien an, wie gelötete Durchkontaktierungen, THR oder SMT – jeweils abgestimmt auf die Anwendung.
Die Einpresstechnik beruht auf einem einfachen Prinzip:
Die Einpresszone eines Kontaktstiftes weist im Querschnitt eine größere Diagonale als das metallisierte Leiterplattenloch auf. Die beim Einpressen entstehende Verformung wird durch die flexible Zone am Kontaktstift aufgenommen, sodass die Leiterplattenhülse nur geringfügig verformt wird.Dabei entsteht zwischen Kontaktstift und metallisiertem Leiterplattenloch eine Kaltverschweißung: eine gasdichte, korrosionssichere, niederohmige und elektrisch hochleitfähige Verbindung. Diese bleibt auch bei hohen mechanischen und thermischen Belastungen – wie Vibration, Biegung und starken Temperaturwechseln – dauerhaft stabil.
Wir empfehlen beim Einpressvorgang eine prozessbegleitende Überwachung. Kraft-Weg-Analysen sowie kamerabasierte Systeme ermöglichen eine zuverlässige Beurteilung der Verbindungsqualität.
Neben der bewährten Einpresstechnik mit unserer Einpresszone Tcom press® bietet ept auch weitere Anschlusstechnologien an, wie gelötete Durchkontaktierungen, THR oder SMT – jeweils abgestimmt auf die Anwendung.
VORTEILE EINPRESSTECHNIK
Die Einpresstechnik bietet gegenüber der herkömmlichen Löttechnik zahlreiche Vorteile in qualitativer, ökonomischer, funktionaler und ökologischer Hinsicht. Sie zeichnet sich durch eine sehr hohe Zuverlässigkeit und mechanische Belastbarkeit aus und ist besonders widerstandsfähig gegenüber Stoß- und Vibrationsbelastungen. Zudem werden typische Fehler wie kalte Lötstellen oder Kurzschlüsse vermieden.
Auch wirtschaftlich überzeugt die Einpresstechnik durch ihre Reparaturfähigkeit und eine kosteneffiziente Bestückung. Funktional ermöglicht sie eine prozesssichere Verarbeitung ohne thermische Belastung der Leiterplatte, wodurch Bauteile geschont werden. Gleichzeitig bleiben Steckverbinderkontakte frei von Lötzinn.
Darüber hinaus bietet die Einpresstechnik ökologische Vorteile, da weder Lötdämpfe noch Flussmittelrückstände entstehen und auf zusätzliche Reinigungsprozesse verzichtet werden kann. Sie erfüllt damit aktuelle Umweltanforderungen und Richtlinien wie RoHS und WEEE.
Auch wirtschaftlich überzeugt die Einpresstechnik durch ihre Reparaturfähigkeit und eine kosteneffiziente Bestückung. Funktional ermöglicht sie eine prozesssichere Verarbeitung ohne thermische Belastung der Leiterplatte, wodurch Bauteile geschont werden. Gleichzeitig bleiben Steckverbinderkontakte frei von Lötzinn.
Darüber hinaus bietet die Einpresstechnik ökologische Vorteile, da weder Lötdämpfe noch Flussmittelrückstände entstehen und auf zusätzliche Reinigungsprozesse verzichtet werden kann. Sie erfüllt damit aktuelle Umweltanforderungen und Richtlinien wie RoHS und WEEE.
NACHTEILE EINPRESSTECHNIK
Trotz ihrer vielen Vorteile weist die Einpresstechnik gegenüber der Löttechnik auch einige Einschränkungen auf. Sie stellt hohe Anforderungen an die Leiterplattenqualität, insbesondere an Bohrungsdurchmesser und Toleranzen, und erfordert spezielle Werkzeuge sowie Anlagen, was zu höheren Investitionskosten führt.
Zudem entstehen beim Einpressvorgang mechanische Belastungen, die bei unsachgemäßer Anwendung zu Schäden führen können. Auch die Miniaturisierung ist im Vergleich zur Löttechnik teilweise eingeschränkt.
Zudem entstehen beim Einpressvorgang mechanische Belastungen, die bei unsachgemäßer Anwendung zu Schäden führen können. Auch die Miniaturisierung ist im Vergleich zur Löttechnik teilweise eingeschränkt.
AUSWAHLKRITERIEN EINPRESSTECHNIK
Eine zuverlässige Einpressverbindung basiert auf dem optimalen Zusammenspiel mehrerer Qualitätsmerkmale. Entscheidend sind dabei insbesondere die Auslegung der Einpresszone, die spezifische Applikation, die Eigenschaften der Leiterplatte sowie der Verarbeitungsprozess.
Nur wenn diese Faktoren aufeinander abgestimmt sind, kann die Einpresstechnik ihr volles Potenzial entfalten und eine dauerhaft stabile, mechanisch belastbare sowie elektrisch sichere Verbindung gewährleisten.
Nur wenn diese Faktoren aufeinander abgestimmt sind, kann die Einpresstechnik ihr volles Potenzial entfalten und eine dauerhaft stabile, mechanisch belastbare sowie elektrisch sichere Verbindung gewährleisten.
I.Auswahlkriterien der Leiterplatte
Die Tabelle vergleicht verschiedene Leiterplatten-Oberflächen hinsichtlich Schichtdicke und Eignung für die Einpresstechnik.
| Oberfläche | |||||
| Immersion Sn | ENIG | Immersion Ag | OSP | HAL bleifrei | |
| Schichtdicke | 0,8 bis ,2 µm | 5µm Ni 0,1 µm Au | 0,1 - 0,2 µm | 0,1 - 0,5 µm | <5 - 50 µm |
| Eignung für Einpresstechnik | sehr gut | bedingt* | bedingt* | gut | bedingt* |
Immersion Zinn ist am besten geeignet, OSP wird als gut bewertet, während ENIG, Immersion Silber und HAL bleifrei nur bedingt geeignet sind – abhängig von der Anwendung.
Zusätzlich werden typische Einpresszonen gezeigt, die meist aus Zinn oder Zinnlegierungen auf einer Nickelschicht bestehen. Insgesamt macht die Folie deutlich, dass die Wahl der Oberfläche einen entscheidenden Einfluss auf die Qualität und Zuverlässigkeit der Einpresstechnik hat und je nach Anwendung sorgfältig getroffen werden muss.
Zusätzlich werden typische Einpresszonen gezeigt, die meist aus Zinn oder Zinnlegierungen auf einer Nickelschicht bestehen. Insgesamt macht die Folie deutlich, dass die Wahl der Oberfläche einen entscheidenden Einfluss auf die Qualität und Zuverlässigkeit der Einpresstechnik hat und je nach Anwendung sorgfältig getroffen werden muss.
II.Auswahlkriterien der Einpresszone
In der Einpresszone sind folgende Oberflächen möglich: matte Zinn-, Zinn-Blei-, Silber-Zinn- bzw. Zinn-Silber- sowie Indium-Schichten, jeweils auf einer Nickelschicht.
| Oberflächen | ||
| 0,30 - 1,50 µm Sn matt | über | 1 - 3 µm Ni matt |
| 0,30 - 1,50 µm SnPb 92/8 - 97/3 matt | über | 1 - 3 µm Ni matt |
| 0,35 - 1,50 µm AgSn oder SnAg | über | 1 - 3 µm Ni matt |
| 0,30 - 1,50 µm In | über | 1 - 3 µm Ni matt |
Die richtige Oberfläche ist entscheidend für eine zuverlässige Einpressverbindung. Sie beeinflusst die Einpresskräfte und muss sich unter Belastung plastisch verformen, ohne zu beschädigen. Gleichzeitig sorgt sie für einen stabilen elektrischen Kontakt, schützt vor Korrosion und reduziert Übergangswiderstände. Eine geeignete Beschichtung trägt zudem dazu bei, Schäden an der Leiterplatte zu vermeiden und einen sicheren, reproduzierbaren Prozess zu gewährleisten.
LOCHAUFBAU

Für eine qualitativ hochwertige Einpressverbindung muss bei der Leiterplattenherstellung speziell auf den Bohrlochdurchmesser, den Endlochdurchmesser, die Kupferhülsendicke und die Leiterplattenoberfläche geachtet werden.
Der richtige Lochaufbau ist entscheidend, da er die mechanische Stabilität und die elektrische Zuverlässigkeit der Verbindung direkt beeinflusst. Nur bei korrekt abgestimmten Loch- und Hülsenmaßen entsteht die notwendige Presspassung, die einen sicheren Halt und einen konstanten Kontakt gewährleistet. Abweichungen können zu zu hohen Einpresskräften, Beschädigungen der Durchkontaktierung oder zu unzureichendem Kontakt führen. Zudem trägt ein geeigneter Lochaufbau dazu bei, Fertigungstoleranzen auszugleichen und eine gleichbleibende Prozessqualität sicherzustellen.
Der folgende Lochaufbau stellt ein beispielhaftes Ausführungsbeispiel dar.
Der richtige Lochaufbau ist entscheidend, da er die mechanische Stabilität und die elektrische Zuverlässigkeit der Verbindung direkt beeinflusst. Nur bei korrekt abgestimmten Loch- und Hülsenmaßen entsteht die notwendige Presspassung, die einen sicheren Halt und einen konstanten Kontakt gewährleistet. Abweichungen können zu zu hohen Einpresskräften, Beschädigungen der Durchkontaktierung oder zu unzureichendem Kontakt führen. Zudem trägt ein geeigneter Lochaufbau dazu bei, Fertigungstoleranzen auszugleichen und eine gleichbleibende Prozessqualität sicherzustellen.
Der folgende Lochaufbau stellt ein beispielhaftes Ausführungsbeispiel dar.
| LP-Material | FR4 | |
| Nennloch | Ø 1.0 mm | |
| A | Leiterplattendicke | min. 1.44 mm |
| B | Endloch | Ø 1.0 +0.09 / -0.06 mm |
| C | Grundbohrung | 1.15 ±0.025 mm |
| D | Cu Schicht | min. 25 µm |
| E | Oberfläche | chem. Sn Schicht, 0..5 – 1.5 µm |
| F | Restring | min. 0.1 mm |
VERARBEITUNG
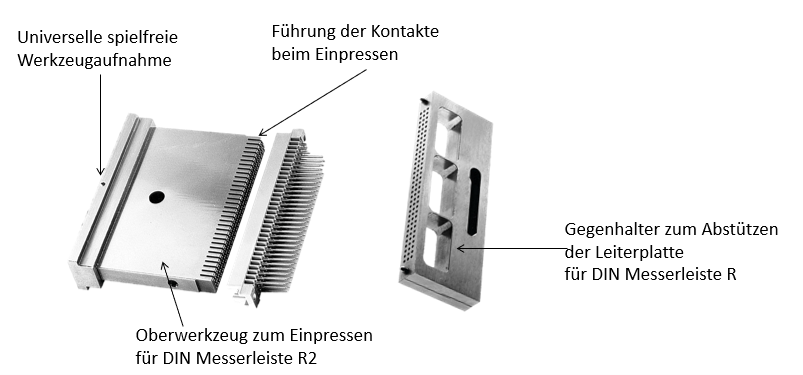
Für eine dauerhaft mechanisch und elektrisch zuverlässige Verbindung ist ein kontrollierter Einpressprozess entscheidend. Zwingend erforderlich ist die Verwendung eines Oberwerkzeugs sowie eines Gegenhalters.
Das Oberwerkzeug überträgt die Kraft der Presse auf den Kontakt, während der Gegenhalter die Leiterplatte abstützt und vor mechanischen Spannungen schützt. Je nach Steckverbinder kommen Flachplatten- oder Kammwerkzeuge zum Einsatz.
Sind die Werkzeuge nicht optimal aufeinander abgestimmt, können unerwünschte Kräfte auf die Leiterplatte wirken und bereits bestückte Bauteile beschädigen. Die Einpresskraft sollte vollständig vom Unterwerkzeug aufgenommen werden.
Leiterplatten mit eingepressten Steckverbindern sollten nicht über 125 °C erhitzt werden.
Das Oberwerkzeug überträgt die Kraft der Presse auf den Kontakt, während der Gegenhalter die Leiterplatte abstützt und vor mechanischen Spannungen schützt. Je nach Steckverbinder kommen Flachplatten- oder Kammwerkzeuge zum Einsatz.
Sind die Werkzeuge nicht optimal aufeinander abgestimmt, können unerwünschte Kräfte auf die Leiterplatte wirken und bereits bestückte Bauteile beschädigen. Die Einpresskraft sollte vollständig vom Unterwerkzeug aufgenommen werden.
Leiterplatten mit eingepressten Steckverbindern sollten nicht über 125 °C erhitzt werden.
Fazit
Die Einpresstechnik stellt eine leistungsfähige und zukunftssichere Alternative zur klassischen Löttechnik dar. Sie überzeugt durch hohe Prozesssicherheit, exzellente mechanische Stabilität und eine dauerhaft zuverlässige elektrische Verbindung – selbst unter anspruchsvollen Einsatzbedingungen.
Gerade vor dem Hintergrund zunehmender Elektrifizierung, steigender Leistungsdichten und wachsender Anforderungen an Robustheit und Lebensdauer bietet die Einpresstechnik entscheidende Vorteile. Voraussetzung für eine optimale Performance ist jedoch das präzise Zusammenspiel von Einpresszone, Leiterplatte und Verarbeitungsprozess.
Ein wesentlicher Erfolgsfaktor ist dabei die Wahl einer optimal ausgelegten Einpresszone. Die Einpresszonen der ept GmbH – insbesondere die Tcom press® Technologie – zeichnen sich durch ein sehr gut kontrollierbares Einpressverhalten, geringe Leiterplattenbelastung und hohe Prozessfensterstabilität aus. Dadurch werden sowohl Beschädigungen an der Durchkontaktierung minimiert als auch dauerhaft stabile elektrische Kontakte sichergestellt. Zudem ermöglicht die Geometrie der ept Einpresszone eine zuverlässige Verarbeitung auch bei engen Toleranzen und anspruchsvollen Leiterplattenaufbauten.
Als erfahrener Spezialist in der Verbindungstechnik bietet die ept GmbH maßgeschneiderte Lösungen rund um die Einpresstechnik. Mit innovativen Technologien wie der Tcom press® Einpresszone, umfassendem Applikations-Know-how und hoher Fertigungskompetenz unterstützt ept seine Kunden dabei, zuverlässige und wirtschaftliche Verbindungslösungen für anspruchsvolle Anwendungen zu realisieren.
Gerade vor dem Hintergrund zunehmender Elektrifizierung, steigender Leistungsdichten und wachsender Anforderungen an Robustheit und Lebensdauer bietet die Einpresstechnik entscheidende Vorteile. Voraussetzung für eine optimale Performance ist jedoch das präzise Zusammenspiel von Einpresszone, Leiterplatte und Verarbeitungsprozess.
Ein wesentlicher Erfolgsfaktor ist dabei die Wahl einer optimal ausgelegten Einpresszone. Die Einpresszonen der ept GmbH – insbesondere die Tcom press® Technologie – zeichnen sich durch ein sehr gut kontrollierbares Einpressverhalten, geringe Leiterplattenbelastung und hohe Prozessfensterstabilität aus. Dadurch werden sowohl Beschädigungen an der Durchkontaktierung minimiert als auch dauerhaft stabile elektrische Kontakte sichergestellt. Zudem ermöglicht die Geometrie der ept Einpresszone eine zuverlässige Verarbeitung auch bei engen Toleranzen und anspruchsvollen Leiterplattenaufbauten.
Als erfahrener Spezialist in der Verbindungstechnik bietet die ept GmbH maßgeschneiderte Lösungen rund um die Einpresstechnik. Mit innovativen Technologien wie der Tcom press® Einpresszone, umfassendem Applikations-Know-how und hoher Fertigungskompetenz unterstützt ept seine Kunden dabei, zuverlässige und wirtschaftliche Verbindungslösungen für anspruchsvolle Anwendungen zu realisieren.